


+推荐新闻
临沂三威精密铸造有限公司
联系人:尉世友 先生
热线电话:400-000-7121
电 话:0539-8987871
移动电话: 15953909000
传 真:0539-8987872
在线QQ:149795631
邮箱:info@sanwei-casting.com
地 址: 临沂高新区罗西办事处俄黄路与新华路交汇
加热不锈钢管件管坯的要求
时间:2012-11-17 02:47:16来源:本站 作者:admin 点击:
次
确定 不锈钢管件 管坯加热温度应考虑如下几个因素:内部组织状态(如防止晶粒过大,a相较小),穿孔过程中温升;穿孔顶头使用情况(如使用钼基顶头时管坯加热温度不能太高,一
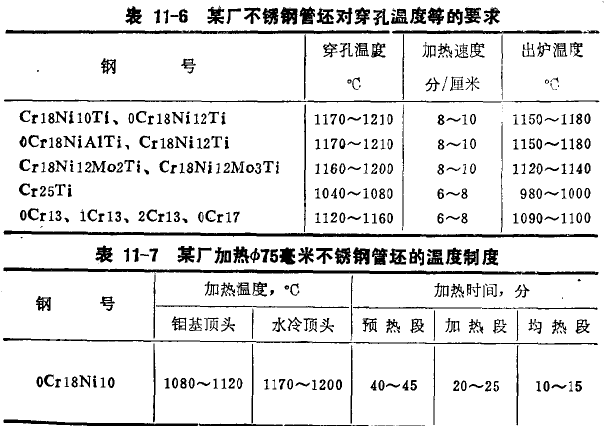
确定不锈钢管件管坯加热温度应考虑如下几个因素:内部组织状态(如防止晶粒过大,a相较小),穿孔过程中温升;穿孔顶头使用情况(如使用钼基顶头时管坯加热温度不能太高,一般不超过1100℃,而用水冷合金钢顶头时加热温度不超过1200℃);以及尚要考虑的终轧温度等。某些不锈钢管坯的加热参数可参考表11-5-7。
基于不锈钢导热性和塑性随温度变化的特点,加热不锈钢管坯最好是采用三段式加热,1段为管坯原始温度;2段为预热温度,即在炉外烘烤和在炉尾低温段预热,在低温下不锈钢导热性低,预热要有充分的时间,温度要到850℃以上;3段为加热段,此时为防止晶粒长大和提高炉子产量,应充分利用高温下不锈钢有较大的导热性采取快速加热;4段为均热段,小断面尺寸管坯也可没有此段。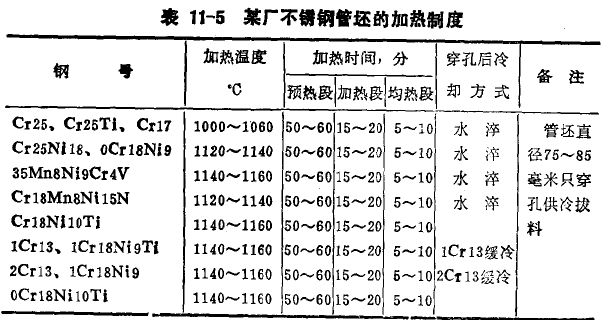
现厂实际生产中一般多是控制炉尾温度和预热时间以及分批进炉。一般规定炉尾温度不大于850℃,预热时间为45—60分钟。
加热不锈钢管件管坯要严防增碳。不锈钢一般含碳量较低,若在高温下处千还原性气氛中会出现增碳现象,而使钢的耐蚀性降低。为此,不锈钢管件应在氧化性气氛中加热,并需将管坯表面油迹擦净。
在高温段不要停留时间过长。停车30分钟以内可将炉温降低。如停车时间过长,应及时捞炉,ICrl3—2Crl3管坯捞出后应堆冷,3Crl3—4Crl3管坯要缓冷,奥氏体不锈钢管件管坯需淬火。在加热过程中应当经常检查炉温,斜底炉翻钢操作力求迅速准确翻转180°。加热时要严防火焰直接喷射管坯,要保证沿管坯断面和长度上加热均匀,要防止阴阳面和端部温度偏高现象。
(责任编辑:admin) - 上一条:不锈钢三通管的制作
- 下一条:不锈钢管件的焊缝质量保证