


+推荐新闻
临沂三威精密铸造有限公司
联系人:尉世友 先生
热线电话:400-000-7121
电 话:0539-8987871
移动电话: 15953909000
传 真:0539-8987872
在线QQ:149795631
邮箱:info@sanwei-casting.com
地 址: 临沂高新区罗西办事处俄黄路与新华路交汇
不锈钢三通管的制作
不锈钢三通管的制作工艺主要有挤压三通管和焊接三通管两种。
1.挤压三通管
挤压三通管是利用钢材的塑性,在不破坏金属组织的条件下,使钢管段按照三通胎模作塑性变形。挤压三通管分复合挤压法和正挤压法两种。复合挤压法是将无缝钢管切成管段,经过压椭圆、加热挤凸颈、开孔、整型而成。挤压法管坯的管径应用比三通管主通管直径大2—3号的管子,例如三通管主通管子为76mm,则采用102mm以上的无缝钢管加工。
2.焊接三通管
常用的焊接不锈钢三通管形式有弯管型、直角型和平焊口三种(见图2-19)。
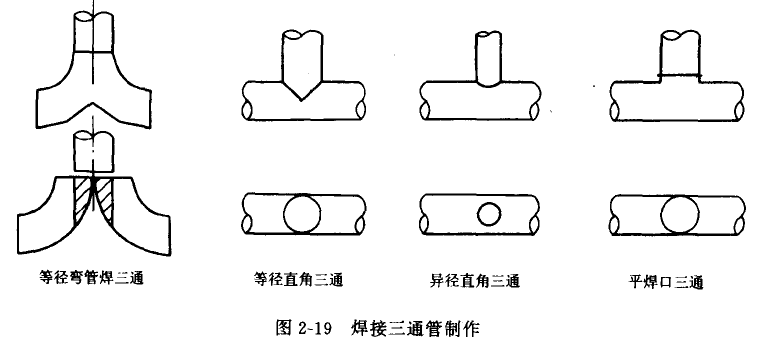
(1)等径弯管焊三通是用两个90度弯管切掉外臂处半个圆周管壁,然后将剩下的两个弯管对焊接起来。这种三通一般用于高压蒸汽管路中,减轻蒸汽冲击现象。
(2)直角不锈钢三通有等径和异径两种。制作时,将两个相贯的圆柱面的展开图画在油毛毡或厚纸上作为样板,将样板围在管子上画线,然后切割和焊接。等径三通的直通切口深度较大,焊缝较长且有锐角,因此直通管会产生明显的弯曲变形。加工时,三通垂直切口采用圆弧形,避免锐角;在施焊时采取分段对称焊接,可减小焊接变形。
(3)平焊口三通的加工方法是在直通管上切割一个椭圆孔,椭圆的短轴等于支管外径三分之二,长轴等于支管外径;再将椭圆孔的两侧管壁加热至900℃左右(烧红)后,向外扳边做成圆口。这种不锈钢三通焊缝短、变形较小、节省管子、加工较简便,适用于管径50—159mm的管子.当管径太大时管壁较厚,扳边较费力气。
- 上一条:异径不锈钢三通钢管的气焊
- 下一条:加热不锈钢管件管坯的要求