


+推荐新闻
临沂三威精密铸造有限公司
联系人:尉世友 先生
热线电话:400-000-7121
电 话:0539-8987871
移动电话: 15953909000
传 真:0539-8987872
在线QQ:149795631
邮箱:info@sanwei-casting.com
地 址: 临沂高新区罗西办事处俄黄路与新华路交汇
异径不锈钢三通钢管的气焊
时间:2012-10-29 06:11:39来源:本站 作者:admin 点击:
次
今天我们介绍一下 异径不锈钢三通钢管的气焊 ,以某产品为例,此产品的异径不锈钢三通钢管有管径不同的主管和支管组合而成。主管1O8mm4mm垂直放置,支管57mm3.5mm水平放置,材质都为
今天我们介绍一下异径不锈钢三通钢管的气焊,以某产品为例,此产品的异径不锈钢三通钢管有管径不同的主管和支管组合而成。主管φ1O8mm×4mm垂直放置,支管φ57mm×3.5mm水平放置,材质都为低碳钢Q235A。异径不锈钢三通钢管的尺寸和气焊部位如图3.50所示。
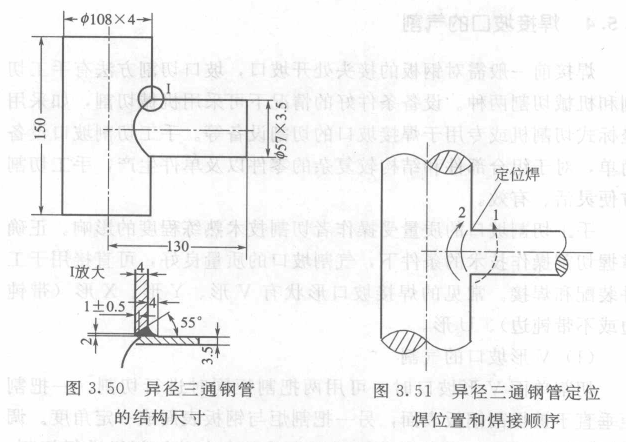
异径不锈钢三通钢管气焊时采用直径φ2mm的H08A焊丝,使用HO1—6型焊炬,配用3号焊嘴,选用中性焰。异径不锈钢三通钢管的气焊工艺要点如下:
①首先将不锈钢三通钢管的接缝处加工成带钝边的Y形坡口,钝边0.5mm。
②清理干净坡口周围的锈蚀和油污等。
③在V形架上对异径不锈钢三通钢管进行装配,装配间隙为1.5—2.0mm。
④气焊过程中,为了减少变形,采用如图3.51中箭头所示的定位焊和焊接顺序。
⑤焊缝分两层施焊,焊第一层时采用“穿孔焊法”,即在起焊处适当加热,然后将熔池烧穿形成一个熔孔,该熔孔一直保持至第一层焊接结束,以保证焊缝根部焊透;然后再施焊第二层。
⑥气焊每一层时,均应分成两个半圆进行焊接。气焊前半圆时,起点和终点必须超过管子垂直中心线5—10mm;气焊后半圆时,起点和终点要和前段焊缝搭接10—20mm。
- 上一条:不锈钢管件压铸法与其他铸造方法的比较特点
- 下一条:不锈钢三通管的制作